 新浪微博
新浪微博 腾讯微博
腾讯微博

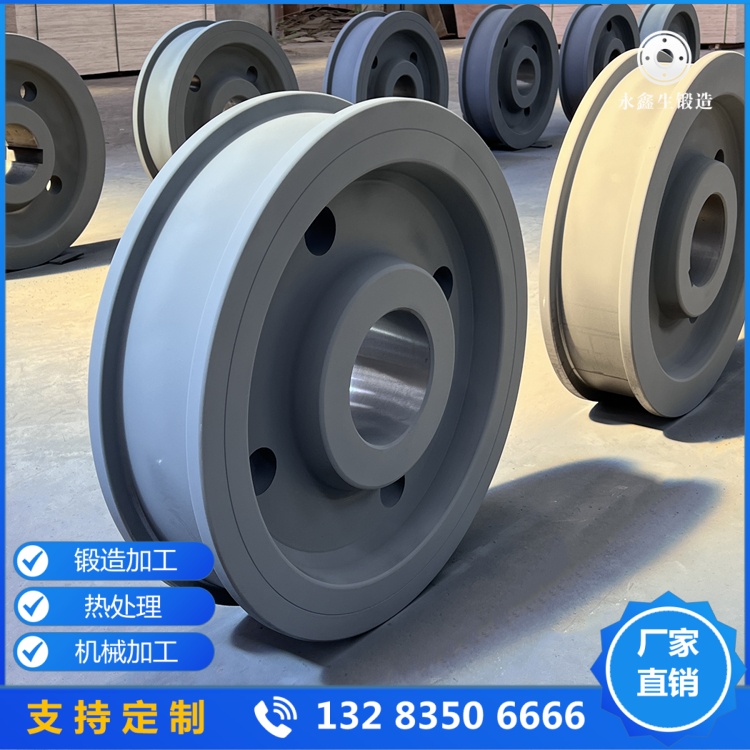
双轮缘桥式起重机行车轮锻件的材质与工艺优化路径
双轮缘桥式起重机行车轮锻件作为起重机的“脚下基石”,其材质选择和制造工艺直接影响设备的运行性能和使用寿命。在工业生产不断升级的背景下,如何通过优化材质和工艺,提升双轮缘行车轮锻件的品质和性价比,成为行业内关注的重点。本文将从材质选择、锻造工艺、热处理工艺三个方面,解析双轮缘桥式起重机行车轮锻件的优化路径。
材质选择是双轮缘行车轮锻件品质的基础,合理的材质能够赋予锻件优异的强度、硬度、耐磨性和抗冲击性。目前,行业内主流的双轮缘行车轮锻件材质为42CrMo合金钢和65Mn弹簧钢,两种材质各有优势,可根据不同工况需求进行选择。42CrMo合金钢具有高强度、高韧性、抗疲劳性强的特点,经过锻造和热处理后,抗拉强度可达1000MPa以上,适用于重载、高频运行的严苛工况,如矿山、冶金等行业;65Mn弹簧钢则具有良好的耐磨性和弹性,成本相对较低,适用于载荷适中、运行频率一般的场景,如普通车间、仓库等。
为进一步提升锻件性能,部分企业开始采用铬钼钒合金材质,这种材质在42CrMo的基础上添加了钒元素,能够显著提升锻件的硬度和耐磨性,同时增强抗开裂能力,适用于超重载、恶劣工况下的起重机。在材质筛选过程中,需严格控制原材料的化学成分,避免硫、磷等有害杂质超标,确保材质的纯净度,为后续锻造工艺奠定良好基础。
锻造工艺的优化是提升双轮缘行车轮锻件致密性和力学性能的关键。传统锻造工艺多采用自由锻,存在锻件组织不均匀、晶粒粗大、锻造缺陷较多等问题,影响锻件的使用寿命。目前,行业内普遍采用模锻工艺,通过万吨级锻压机进行精密锻压,能够有效控制锻件的形状和尺寸,使锻件组织致密、晶粒细化,锻造比达到3.5以上,消除材料内部的气孔、砂眼等缺陷。

在锻造过程中,需严格控制加热温度和保温时间,一般将钢坯加热至1100-1200℃,保温2-3小时,确保钢坯充分奥氏体化,便于锻压成型;锻压过程中,采用分步锻压、循序渐进的方式,避免一次性锻压力度过大导致锻件开裂;锻压完成后,采用缓慢冷却的方式,将锻件放入缓冷坑中冷却至室温,减少内应力,防止锻件变形。
热处理工艺是提升双轮缘桥式起重机行车轮锻件性能的核心环节,通过合理的热处理,能够调整锻件的组织结构,提升硬度、强度和耐磨性。目前,双轮缘行车轮锻件的热处理工艺主要包括调质处理和表面淬火。调质处理是将锻件加热至850-900℃,保温一段时间后油冷,再加热至550-600℃回火,通过这一工艺,能够使锻件获得均匀的回火索氏体组织,兼具高强度和高韧性,避免锻件在重载下出现断裂。
表面淬火则是通过高频感应加热或火焰加热,将锻件表面加热至800-900℃,迅速冷却,使锻件表面形成硬化层,而内部仍保持韧性,这样既能提升锻件表面的耐磨性,又能避免内部脆性过大导致开裂。表面淬火后,锻件表面硬度可达到HRC45-55,硬化层厚度可达5-8mm,能够有效抵抗轨道摩擦带来的磨损,延长锻件使用寿命。
通过材质的优化选择和锻造、热处理工艺的不断改进,双轮缘桥式起重机行车轮锻件的品质得到了显著提升,能够更好地适应不同工况的需求,为起重机的安全、高效运行提供有力保障。未来,随着锻造技术的不断发展,双轮缘行车轮锻件将向轻量化、高强度、长寿命方向发展,进一步推动工业生产的升级。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



