 新浪微博
新浪微博 腾讯微博
腾讯微博

管板锻件:压力容器换热器核心承压锻件工艺详解
在压力容器、管壳式换热器、冷凝器、反应釜等承压换热设备中,管板锻件是不可替代的核心承压关键部件。它主要用于固定换热管束,隔离壳程与管程两种不同介质,同时全程承受介质压力、温差应力、交变载荷与介质腐蚀,设备整体运行安全完全依托管板的力学性能与结构稳定性。相比于普通切割管板、铸造管板,锻造工艺生产的管板锻件组织致密、强度更高、抗开裂性能更强,是中高压、高温工况压力容器的标配配件。本文全面拆解管板锻件结构作用、全套锻造生产工艺、加工流程以及工况适配要点,帮助采购人员与设备工程师全方位读懂压力容器专用管板锻件。
管板锻件核心功能与设备运行价值首先需要明确。一台标准管壳式换热器,内部密布数百乃至上万根换热管,全部垂直镶嵌固定在管板孔位内部。设备运行过程中,管板一面接触高温高压流体介质,另一面接触低温换热介质,双面存在巨大压差与温差应力。同时设备启停、负荷波动会带来持续性交变载荷,长期运行极易出现板面变形、孔位开裂、介质串流泄漏等故障。一旦管板失效,整套压力容器必须停机检修,不仅维修成本高昂,还极易引发介质泄漏、承压爆炸等安全生产事故。因此压力容器国标明确规定:高压换热器、一类二类压力容器,禁止使用钢板下料管板,必须采用整体锻造管板锻件,从零部件源头保障特种设备运行安全。
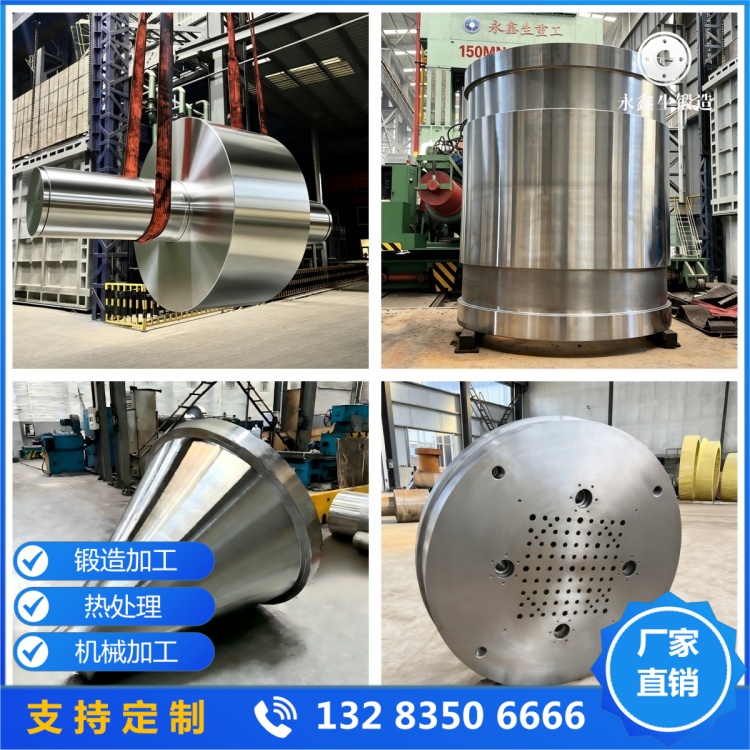
管板锻件完整生产工艺流程分为七大核心环节,全程对标压力容器特种设备生产标准。第一环节原材料甄选,管板属于厚板类大型锻件,受力截面大,严禁回收料与杂钢生产,常规碳钢、低合金管板选用优质钢锭,不锈钢管板选用精炼电渣重熔坯料,进厂逐批做光谱复检与超声波探伤,杜绝内部缩孔、夹渣、分层等先天缺陷。第二环节分段梯度加热,大型厚壁管板坯料厚度大,导热速度慢,采用低温预热、中温均热、高温保温三段式加热工艺,规避厚坯内外温差过大导致的锻造裂纹、晶粒大小不均问题,精准锁定1150℃-1220℃最优锻造温度区间。

第三环节整体自由锻成型,采用镦粗、冲孔、平整三道核心工序,通过大压缩比锻打,彻底压实钢锭内部疏松孔隙,打碎原始粗大铸态晶粒,让金属纤维呈环形连续分布,贴合管板圆周受力方向,大幅提升板面抗变形能力。第四环节精准热处理,根据材质匹配工艺:碳钢管板采用正火回火细化晶粒、消除应力;合金管板采用调质处理提升综合强度;不锈钢管板采用固溶水淬恢复耐腐蚀性能。第五环节粗加工,车削内外圆、上下平面,预留精加工余量。第六环节数控精密钻孔,按照等边三角形排布标准加工管孔,严控孔距、孔径、孔垂直度。第七环节无损检测与水压试验,100%UT超声波探伤+PT渗透探伤,模拟设备实际压力做水压保压测试,合格后方可出厂。
管板锻件生产过程三大工艺关键点直接决定成品使用寿命。其一必须保证充足锻造比,压力容器管板锻造比不得低于3.0,锻造比不足会导致内部组织依旧疏松,高压工况下短期出现板面鼓包;其二必须彻底消除热处理残余应力,厚壁管板加工后极易应力形变,去应力退火必不可少;其三管孔加工禁止出现孔边微裂纹,孔口毛刺会成为应力集中点,长期交变载荷下快速延伸开裂。
结合当下压力容器行业使用现状来看,很多小厂家为压缩成本,减小锻造比、省略热处理工序,劣质管板投入高压设备后,半年内就会出现板面拱起、孔位渗漏。正规管板锻件依托完整锻造工艺,可适配1.6MPa-16MPa全压力等级换热器,使用寿命可达15年以上。总而言之,管板锻件作为换热器第一道承压防线,锻造工艺合规、质控到位,才能真正筑牢压力容器安全运行底线,满足特种设备长期连续运行要求。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



